すくい角
関連知識
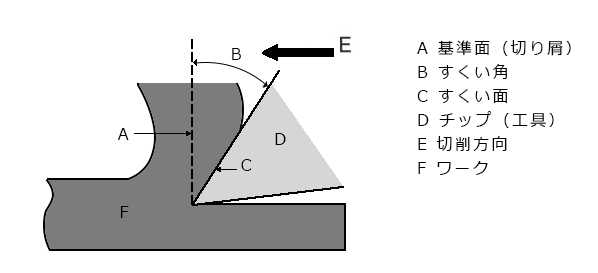
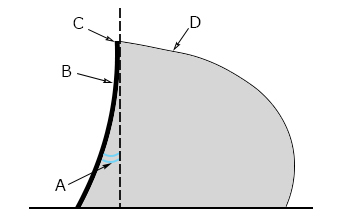
切削加工は、切削工具をワークに食い込ませることによって削り出します。工具の先端に取り付けられたチップには、ワークを削るときに切り屑を流し出す、すくい面が設けられています。すくい角は、切削されているワークの面と切削工具が切り屑を流し出す面の2つが成す角度のことです。
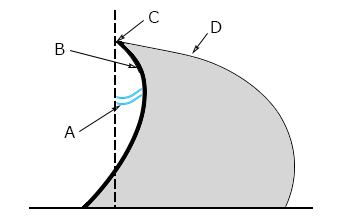
すくい角は、切り粉の厚さと流れ方向に作用します。すくい角が大きくなると剪断角が小さくなり、切り屑の厚みも薄くなります。これによりバリ発生の抑制につながります。また、切削抵抗が小さくなることで切削温度が低下し、工具の摩耗が抑えられる効果もあります。
すくい面が図のように垂直面に対して右側にある時のすくい角を正(ポジティブ形状)、反対側にある場合、すくい角は負(ネガティブ形状)と言います。
超硬合金などの高硬度の工具は、主に鉄鋼素材の加工に使われます。これらは刃先が欠けやすい性質があるので、刃先の欠損を防ぐためにネガティブ形状のものが選択されることがあります。基本的には切削抵抗が小さくなるポジティブ形状が選択されます。
ポジティブ形状のすくい角の特徴
切削抵抗が小さく工具寿命が長い。低速での加工でも加工面粗度が良好。バリが発生しやすい素材(プラスチック素材など)の加工に適している。
ネガティブ形状のすくい角の特徴
高速での加工で加工面粗度が良好。高硬度の素材の加工に適している。
樹脂加工・プラスチック加工は湯本電機にお任せ下さい。
短納期で高品質の樹脂加工品を大阪・東京から全国へお届けします。
湯本電機では切削加工から3Dプリントまで、様々なプラスチック加工に対応しております。
対応可能な加工についてはプラスチック加工・樹脂加工 加工方法一覧へ。
CONTACT US CONTACT USCONTACT US CONTACT USCONTACT US CONTACT US
お問い合わせ
プラスチック切削加工のご相談は
「即レスポンス・短納期の湯本電機」へ!