プラスチック加工とは?樹脂切削加工の基礎
プラスチック加工の基本 プラスチック加工とは プラスチック加工とは、様々な用途に対応できるプラスチック材質を、私たちの生活に役立つ製品へと変えるための加工技術です。丸材・板材からの削り出し、原料となる…
湯本電機では品質管理レベルの向上のため、さまざまな取り組みを進めています。例えば、良品月別成績を記録し、毎月公開することで全社員の良品率に対する意識を高めています。
この記事では、高水準の良品率を実現するための当社の5つの取り組みを紹介させて頂きます。湯本電機は、プラスチック加工83年以上の実績があり、日本全国の大学や研究機関様から多くの依頼を頂いております。
厳しい精度と高い難易度の樹脂切削加工を確実に実現し続けているからこそ、品質要求レベルの高い大学や研究機関様から非常に高い評価を頂いています。
湯本電機の良品率の1つ目の取り組みは最新の検査設備導入です。当社は「三次元測定機 MITUTOYO CRYSTA-ApexS」と「画像寸法測定機 KEYENCE IM-6700」を導入しています。
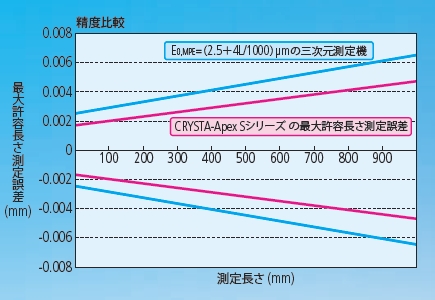
CRYSTA-Apex Sシリーズは、最大許容長さ測定誤差
Eo,MPE(JIS B7440-2で制定された三次元測定機の精度規格)
=(1.7+3L/1000)μmを保証する高精度CNC三次元測定機です。
一般的に高精度と呼ばれるEo,MPE=(2.5+4L/1000)μmクラスの三次元測定機と、このCRYSTA-ApexSシリーズを比較すると、保証したい精度(図面公差)が±0.02mmであるケースを想定した場合では能力の点から見ると、2倍以上の差があります。

湯本電機ではミツトヨ製三次元測定機は、メーカーの研修を受けた検査専任者が、責任を持って検査しております。機械を使用する私達も最新の知識を吸収し続けています。
画像寸法測定機とは最大99箇所、ワーク100個を一度に数秒で測定します。測定開始時のピント調整や位置決めの必要はありません。測定結果はすべて本体内部に自動保存されるため記録時間も短縮できます。一度設定した照明条件を自動で再現出でき、エッジ部も自動で認識するため、人による誤差を解消できるというメリットがあります。

当社では現場・検査室ともに室温25℃の恒温管理を徹底しています。それにより季節や時間帯での寸法のばらつきを抑え、不良流出を防いでいます。
2つ目の取り組みは豊富な検査・計測工具です。当社では栓ゲージφ11~φ100、ピンゲージφ0.20~10.03までの約80種類、管用平行ねじ・管用テーパーねじ、ユニファイ並目・細目各種と検査工具を豊富に取り揃えています。
ここまでは設備についてご紹介しましたが、どれだけ優秀な設備があっても各部署それぞれが共通の意識を持っていなければ、意味がありません。
3つ目の取り組みは製造部と品質管理部によるトリプルチェックです。トリプルチェックとは、1つの製品を3度違う人がチェックすることで不良流出を防ぎます。加工から出荷・納品までの流れについて紹介します。
STEP①製品の完成
→製造部において各製品の加工が完成
STEP②製造部による一次検査
→製造部による製作段階で、図面通りであるかどうかを測定検査し、差異があればすぐに修正します。
STEP③品質管理部による二次検査
→品質管理部において、二次検査を行います。
検査に不合格の場合は、製造部にて調整します。
STEP④品質管理部による三次検査
→品質管理部において、最終検査として三次検査を行います。
STEP⑤梱包出荷・納品
→最終検査に合格した製品のみを出荷・納品します。
製造・品質管理部・営業部全ての部署が、品質への高い意識を持つことにより不良の流出を防いでいます。
4つ目の取り組みは品質維持のための梱包・出荷体制です。お客様に良品を届け、使ってもらうことが私達の役目です。いくら検査段階を通過しても、お客様の手元に来た時に良品でなければ意味がありません。
そこで当社の梱包・出荷体制について紹介します。当社では梱包する担当を品質管理部に統一しており、毎回安定した梱包方法となっております。加工品1つ1つを梱包することにより、加工品同士の接触を防ぎます。
しかし、納品方法は出荷だけでなく、営業部による配達もあります。基本的に営業部は営業車にて納品に行きますが、その運送時に傷や打痕を付けるわけにはいけません。そこで品質管理部と営業部が、営業車へ乗せる際の注意点を二部署間で出し合い、品質を守る方法を作り上げています。
5つ目の取り組みは不良品への対策・意識です。本来、不良は出してはならないものですが、万が一不良品が流出してしまった際は、製造部・品質管理部にて発生原因・流出原因を明確にし、今後起こらないために追求するための会議を行っています。
不良が起こりやすい箇所を明らかにすることにより徹底的に改善しています。また、過去の不良実績も管理・保管しており、全社員への見える化を実施し不良への意識を高めています。
以上5つが湯本電機の品質管理の取り組みです。私達の目標は良品率100%です。パーフェクトを目指して品質向上へと励んでいきます。
湯本電機では切削加工から3Dプリントまで、様々なプラスチック加工に対応しております。
対応可能な加工については「プラスチック加工・樹脂加工 加工方法一覧」へ。
樹脂加工・プラスチック加工は湯本電機にお任せ下さい。
短納期で高品質の樹脂加工品を大阪・東京から全国へお届けします。
プラスチック加工の基本 プラスチック加工とは プラスチック加工とは、様々な用途に対応できるプラスチック材質を、私たちの生活に役立つ製品へと変えるための加工技術です。丸材・板材からの削り出し、原料となる…
穴あけ加工とは プラスチック加工には、切削工具を使ってワークに円筒穴をあける穴あけ加工と呼ばれる加工方法があります。 加工には専用機械のボール盤の他、マシニングセンタや旋盤、5軸加工機を使います。 切…
内径バリは穴あけ加工をした際に生じる、穴の内側に生じるバリです。 バリとは、プラスチック・樹脂や金属を加工する際に加工面に発生する不要な突起です。 どんな時に内径バリは発生するのか ドリルの長さが足り…
旋盤加工とは 旋盤加工は切削加工方法の1つで、主に丸物の加工物を回転させ、固定した工具を当てて削る加工です。NC旋盤、複合旋盤を使って削りや溝入れ、穴開け加工を行います。旋盤加工で作られる部品は主にシ…
プラスチック切削加工のご相談は
「即レスポンス・短納期の湯本電機」へ!